

水泥生料质量控制是一个复杂的难度又很高的工程,是几十年来众多专家和企业技术人员一直研究和共同关心的问题,最终目的就是保证出磨生料率值合理与稳定,为实现旋窑的优质高产提供基础上的保障。本文以流程图解的形式回顾了水泥生料质量控制的发展史,分析了各种控制方法的特点及其存在问题,指出了水泥生料质量控制的发展方向,供企业技术人员和研究人员参考。
1 立窑黑生料质量控制图

1.1 流程说明
“图一”是传统的立窑黑生料质量控制图,入磨石灰石以及入窑生料只是依靠简单的多库搭配,出磨生料进行钙铁控制,每小时检验一次,根据出磨生料的钙铁检验数据进行原料配比调整,出磨生料24小时综合样进行化学全分析,得到生料的三率值,然后进行钙铁目标值调整,用于后期的出磨生料过程质量控制。
1.2 主要特点及存在问题
(1)检验技术比较落后,无法快速检验出磨生料的各种化学成分,计算出生料的三率值,只能依靠单一的钙铁指标,间接控制出磨生料的率值;
(2)具有长滞后性,发现出磨生料率值不合格时,已经过去了二十多小时的时间;
(3)均化技术发展比较缓慢,应用也不广泛,无法保证入窑生料率值稳定。
1.3 点评:
检验技术以及控制方法的落后导致出磨生料质量控制的长滞后性。
2 通用型水泥生料质量控制图
2.1 流程说明
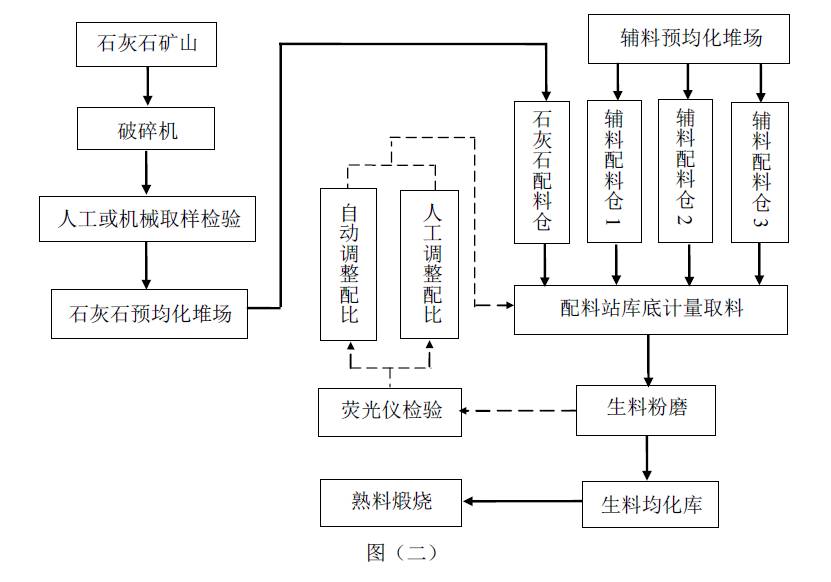
“图二”是目前比较通用的水泥生料质量控制图,矿山石灰石进厂经破碎后,通过人工或机械取样检验,进入石灰石预均化堆场,经取料机取料后进入石灰石配料仓,配料站库底计量取料后进行生料粉磨,出磨生料经过连续取样、荧光仪检验后进入生料均化库,最后进行熟料煅烧,原料配比调整有自动调整和人工调整两种方式。
2.2 主要特点及存在问题
(1)多元素荧光分析仪应用于水泥生料质量控制当中,可在短时间内得到出磨生料的化学成分及三率值,出磨生料通常一小时检验一次,从取样到报出检验结果大约需要15—20分钟的时间,很大程度上降低了调整滞后的程度;
(2)进行石灰石及原料的预均化是为了防止原料成分频繁变化,避免出磨生料率值不稳定,由于石灰石预均化效果并不是太理想,又无法提前知道后期原料成分的变化情况,原料配比调整难度比较大,出磨生料稳定性差;
(3)原料配比自动调整系统开始应用于生料质量控制当中,由于调整计算模式建立难度比较大,自动调整系统的实用价值并不高,好多企业至今采用人工调整配比的传统方法,无法实现出磨生料原料配比的准确调整;
(4)由于出磨生料的稳定性无法保证,必须配置生料均化库,进行入窑生料均化,但是生料均化库受好多条件限制,均化效果并不是很理想,无法保证入窑生料成分稳定。
2.3 点评
水泥生料质量控制走的依旧是事后调整的路子,调整滞后是该控制方法的致命缺陷,必须进行原料的前期均化和出磨生料的后期均化,并且保证均化效果,否则无法保证入窑生料成分稳定。
3 石灰石破碎前预均化型生料质量控制图
3.1 流程说明
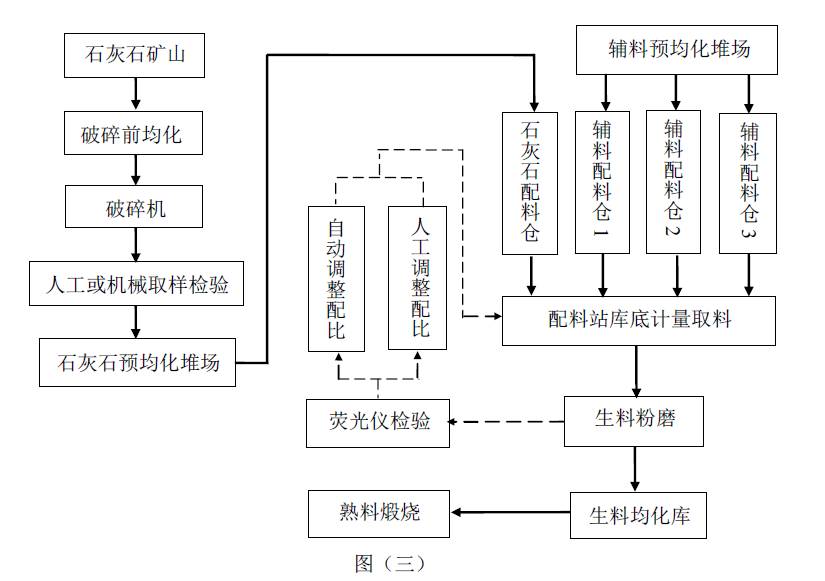
“图三”是在“通用型水泥生料质量控制”基础上发展起来的一种控制方法,主要是为了解决石灰石预均化堆场均化效果差的问题。与“图二”相比较,在石灰石矿山和破碎机之间增加了石灰石的破碎前均化,可采用以下两种均化方式:
(1)根据矿山石灰石的质量,按质分类堆放在破碎机附近,然后用铲车按计划比例进行搭配破碎;
(2)根据矿山石灰石的质量,按计划开采按计划分配石灰石的运输车辆,然后按车辆的搭配顺序进行石灰石破碎。
笔者从事立窑质量管理时曾经采用过这种方法,当时出磨生料采用钙铁控制法(参看“图一”),石灰石由个体户供应,共五六个小矿点,氧化镁差别比较大,最低的小于1,高的约为4—5,拖拉机运输,每天早上在破碎机前排队,按先后顺序破碎,石灰石的质量(特别是氧化镁)根本无法掌握,毫无规律。钙铁控制法的关键是保证入磨石灰石氧化镁稳定,当生料饱和系数一定时,不同生料氧化镁对应不同的氧化钙控制指标,氧化镁不稳定,钙铁控制法无法稳定生料的三率值。为了稳定石灰石氧化镁,根据石灰石矿点氧化镁的差别,采用了不同矿点车辆破碎前搭配,按计划的车辆顺序进行石灰石破碎,才解决了稳定石灰石氧化镁这个问题,出磨生料石灰饱和系数才得到稳定。
3.2 主要特点及存在问题
(1)该法只适合圆形石灰石预均化堆场的企业采用,因为矩形石灰石预均化堆场存在堆接现象,换堆前后石灰石成分变化比较大,采用破碎前均化根本没有效果;
(2)需提前掌握矿山石灰石质量的分布情况,按计划开采和车辆运输,需要较高的管理水平;
(3)如果用铲车进行石灰石破碎前搭配成本较高。
3.3 点评
采用破碎前均化可提高石灰石的均化效果,但治标不治本,也不适合所有的水泥企业。
4 荧光仪在线检验型生料质量控制图
4.1 流程说明
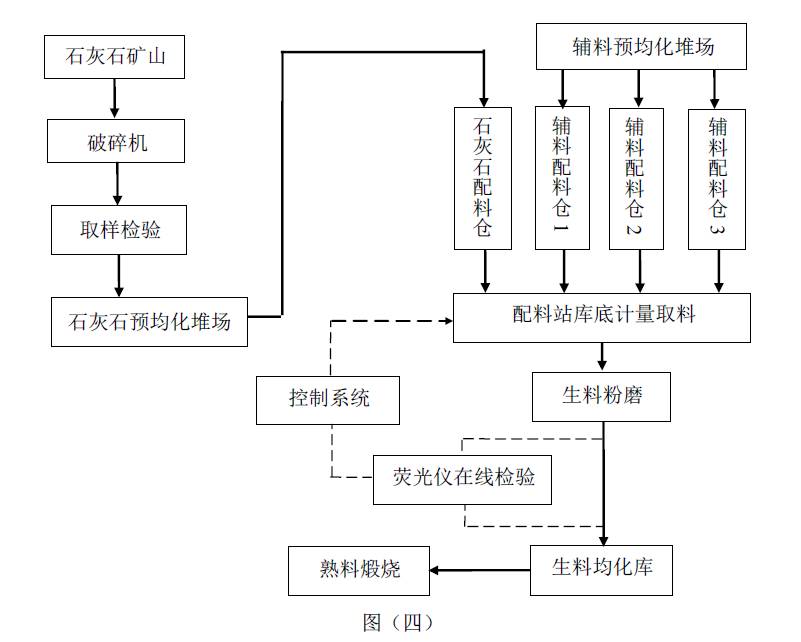
“图四”是荧光仪在线检验型生料质量控制图,该控制法用于水泥生料质量控制已有二十多年的历史,并没有得到普及和推广。
主要变化是出磨生料采用荧光仪在线检验,每隔一定时间(一般是半小时)对出磨生料进行自动连续取样,自动制样压片,送入X射线荧光光谱仪进行分析,大约1.5分钟后得出硅、铝、铁、钙等元素的含量和生料三率值,由控制系统自动调整入磨物料的配比,大约2小时后配出的生料即可达到并稳定在所需要的率值附近。
4.2 主要特点及存在问题
(1)从取样到检验全部自动完成,最大的特点是减轻了检验人员的劳动强度,节省人工开资;
(2)自动化程度高,结构比较复杂,任何一个环节出现故障将停止在线检验;
(3)控制模式是:“2小时后配出的生料即可达到并稳定在所需要的率值附近”,也许2小时后原料成分又发生了变化,处在一个被动的控制局面;
(4)调整滞后、计算模式实用性差和结构复杂投资高,是该控制法得不到推广应用的主要原因。
4.3 点评
出磨生料质量控制实行在线检验,提高自动化程度,是一个先进的控制思路,但控制方法和原料配比调整计算模式和以前相比较,并没有新的变化,依然属于后置控制法,无法改变调整滞后的被动局面。
5 入磨物料在线检验型生料质量控制图
5.1 流程说明
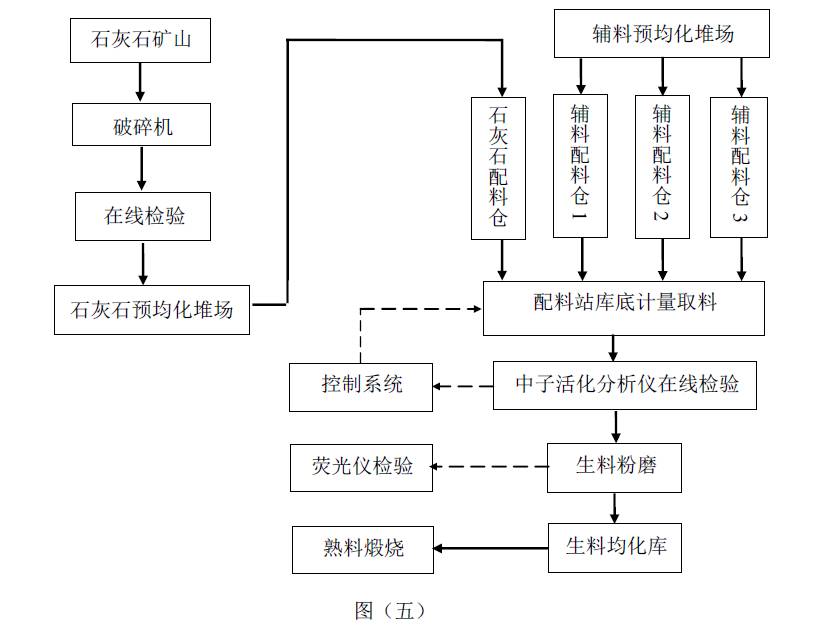
“图五”是目前比较先进的水泥生料质量控制图,在好多大企业得到应用,进厂石灰石经破碎后在传送带上用中子活化分析仪进行在线检验,经均化后进入配料站。在配料站的库底进行计量取料,用中子活化分析仪对传送带上的所有入磨混合物料进行在线检验,一分钟提供一次检验数据,同时配备的控制系统一分钟自动调整一次原料配比,出磨生料同样需要荧光仪检验,防止失控。
5.2 主要特点及其存在问题
(1)采用穿透力很强的r射线中子活化分析仪进行在线检验,可以不破坏原料的形状,避免了取样和制样过程的麻烦,使在线检验工序简单化;
(2)将质量控制的检测点由出磨的粉状生料改为入磨的块状原料,由于在线检测点是在计量设备之后,仍然属于后置控制法,只是把滞后程度降低到一分钟;
(3)由于检验的是传送带上一定距离内瞬时间混合物料的成分,用量比较少的辅料在传送带上分布不均匀,水分比较大的粉状物料更为严重,几米长一堆,检验数据往往缺乏代表性,会起误导作用;
(4)这种控制方法已经使用了十几年,由于一分钟调整一次原料配比,如果控制方法和调整计算模式实用有效,前期的石灰石预均化已经没有必要,同时出磨生料也应该连续稳定,如果将出磨生料每5分钟(或更短时间)取一次样品进行检验,这些样品的生料成分应该连续稳定,没有很大波动,不依赖于生料粉的后期均化,可是至今没有听说过这方面的报导,表明该控制法有待进一步改进和更新。
5.3 点评
检验仪器的快速发展只是降低了调整滞后的程度,控制系统中的调整计算模式,还是比较落后,没有新的突破,由于调整滞后,依然离不开石灰石的预先均化和生料粉的后期均化。
6 设想型水泥生料质量控制图
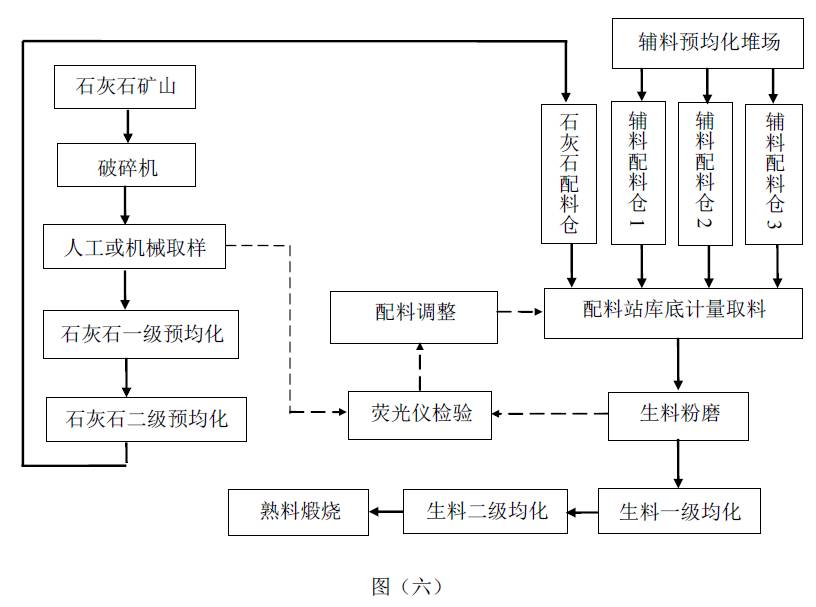
6.1 流程说明及特点
出磨生料事后(后置)控制法最大的缺点就是调整滞后,因此必须保证入磨原料成分稳定,如果入磨原料成分频繁变化就失去了调整的必要。另外,由于无法保证出磨生料率值稳定,必须进行后期的入窑生料均化,否则无法保证旋窑热工制度稳定。因此,入磨原料的事先均化和出磨生料的事后均化是该控制方法必不可少的两道工序,是出磨生料事后控制法的无奈之举和补救措施。
目前的石灰石预均化和生料均化库的均化效果都不是很理想,而且还受好多条件限制,这是两大现实问题,“图六”是根据“均化稳定”的控制思路而设想的一种水泥生料质量控制流程,是一种最无奈和无能的控制思路,与通用型水泥生料质量控制相比较,增加了一级石灰石预均化,两级均化全部采用圆形石灰石预均化堆场,由于连续堆料和取料,没有堆接现象,可保证入磨石灰石成分稳定,出磨生料稳定性也有保障。同时,又增加了一级生料均化工序,可绝对保证入窑生料率值稳定,但是这种控制思路行不通,因为生产成本太高。
6.2 点评
科学技术发展的今天,要从根本上解决水泥生料质量控制中的存在问题,彻底改变调整滞后的被动局面,不应该在补救措施上继续下功夫,不能在原料的前期均化和生料的后期均化方面继续做文章,这样只会增加生产成本,要想办法解决控制方法本身的问题,少花钱,办大事。
7 前置全检型水泥生料质量控制图
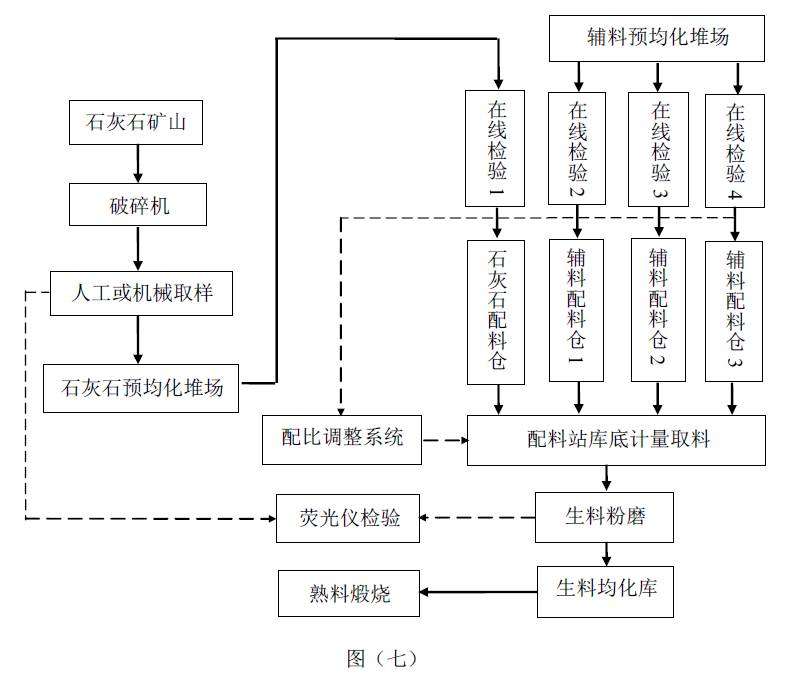
7.1 流程说明
实现水泥生料前置控制,一直是有关专家和企业技术人员的梦想,“图七”是前置全检型水泥生料质量控制思路,将所有的入磨物料全部进行在线检验,提前确定入磨物料的原料配比,这是多年前有关业内人士提出的设想,属于前置式的生料质量控制,可走出事后调整的误区,控制思路是先进的,但是有几个问题应该注意:
(1)入磨物料没必要全部检验
目前多数水泥企业都在合理利用石灰石矿山资源,使入磨石灰石满足配料要求并留有一定的余地,石灰石的用量是其它辅助原料的几十倍,辅助原料成分变化对生料成分变化影响并不大,石灰石成分变化是影响生料成分变化的主要因素,没必要将所有的入磨物料全部进行在线检验,检验成本太高,设计上也复杂;
(2)调整依据是配料站之前的所有原料的在线检验数据,所有原料在线检验数据的误差、计量设备下料量的误差,出磨生料的检验误差,这些都是客观存在的,并且是未知的,原料配比的调整计算模式几十年来并没有新的突破,如何在各种误差存在的情况下实现原料配比的准确调整,保证出磨生料合理稳定,使熟料率值符合目标值要求,这是一个关键问题;
(3)方案中并没有提出对出磨生料进行检验,如果不检验出磨生料,容易造成生产失控,个人认为出磨生料检验不能取消。
7.2 点评
该控制法只是近几年有关业内人士的一个设想,并没有看到应用方面的相关报道,估计成功的希望并不大。
8 前置联合型水泥生料质量控制图
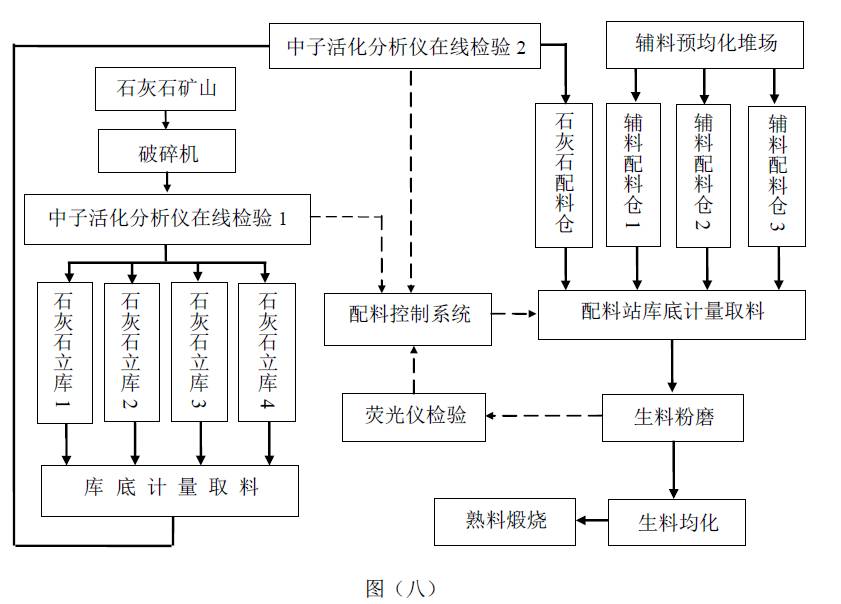
8.1 流程说明
“图八”是前置联合型水泥生料质量控制图,是笔者设计的最新控制思路,与“图五”相比较主要有三方面变化:
(1)中子活化分析仪在线检验点由计量设备之后的入磨混合物料改为石灰石配料仓之前的石灰石在线检测;
(2)原料配比的调整依据是“中子活化分析仪在线检验2”和出磨生料“荧光仪检验”的数据,二者相互联系,缺一不可,组成了一个联合控制模式;
(3)由于根据石灰石成分的变化情况实施原料配比的事先调整,实行先检后用的控制策略,前期的石灰石预均化工序已经没有必要,用不同石灰石立库代替,只要满足配料要求即可。
8.2 相关要求
(1)四个石灰石立库的石灰石质量及库底取料量不同,但总取料量等于配料站石灰石的使用量,并且满足配料要求,留有一定的余地;
(2)原料配比的调整周期是1—5分钟,出磨生料的检验周期是1—2小时,石灰石配料仓的直径和容量不要太大,便于准确掌握待用石灰石的使用时间,要求下一个调整周期的配比产生后上一个周期的石灰石刚好用完;
8.3 主要原理
是一种事先检验待用石灰石分析成分与事后检验出磨生料生产成分相结合的控制方法,根据“在线检验2”的分析成分,预测待用石灰石的生产成分,以待用石灰石的生产成分为调整计算依据,根据待用石灰石的预计使用时间,提前调整原料的配比。
8.4 具备功能
具有进厂石灰石原料配比预测、化学分析数据置信程度的判断、待用石灰石原料配比的事先调整、出磨生料目标值的自动调整等功能。
8.5 主要特点
(1)石灰石全部采用中子活化分析仪进行在线检验,可在短时间内掌握石灰石成分的变化情况;
(2)先检后用,实现原料配比提前调整,改变了调整滞后的被动局面;
(3)巧妙利用了石灰石分析成分与生产成分之间的对应关系,调整计算模式比较独特,准确度和实用价值比较高;
(4)原料配比调整周期短,出磨生料率值连续稳定不依赖于后期的生料均化;
(5)取消石灰石预均化堆场,没有均化过程中的粉尘污染,节省堆料机及取料机的用电消耗和维护费用以及人工开资,撤下来的预均化堆场可用于堆放煤炭,避免煤炭露天堆放影响环保;
(6)把人的思维方式数据化,实现计算机管理,智能化程度高。
8.6 点评
控制方法的理论部分参看“水泥生料生产成分联合控制法”一文,是水泥生料质量控制的发展方向,由于改变了传统的生产工艺,研发难度比较大,需要工艺设计、检验仪器及水泥企业有关专家和技术人员共同完成。
9 水泥生料质量控制系统的发展史
水泥生料质量控制系统有好多名字,但目的只有一个,就是用计算机实现原料配比的自动调整,确保出磨生料率值的合理与稳定,避免靠人工凭经验进行调整的盲目性,提高配料调整的准确度,使熟料率值符合目标值要求。
水泥生料控制系统的最先研究源于国外,我国在1987年河南硅酸盐学会的刘笃新工程师就开始了配料研究,1991年还出版了专著《水泥生料的率值公式法》,详细探讨了水泥生料反馈调整的各种方法,以后出现的各种控制思路和调整计算模式虽然没有介绍,估计和刘笃新工程师所倡导的方法差不多。
水泥生料配料控制系统的研制可追溯到上世纪70年代,当时的辽宁自动化研究所在干法生产线上开展“生料配料自动控制系统”的研究项目,该项目于1978年荣获全国大会奖;1981—1985年间,合肥水泥研究院为日产2000吨熟料的水泥干法生产线配备了生料质量计算机控制系统;1986—1990年间,合肥水泥研究院研究了QCS生料质量自动控制系统;期间,天津水泥设计研究院也开展了该系统的研制工作,应用于老厂的改造和新厂的建设;1987年1月中国建材研究院水泥所研制成功RCS—861生料成分控制系统,在首都水泥厂应用;之后也有不少单位从事生料配料控制系统研究,其中武汉工业大学林宗寿教授1999年12月主持开发的生料率值控制系统知名度最高,不太知名的还有好多。
上述的水泥生料质量控制系统多数是面对立窑水泥厂的,用于新型干法水泥企业的并不多,因为好多专家和企业都认为新型干法水泥厂在建厂设计之初就配备了控制系统,包括近百万元的X射线荧光分析仪、大型原料预均化堆场和生料空气搅拌均化库等,运转良好,也就没有引起大家的注意。
我国水泥生产研究发展比较晚,在工艺设计和质量控制上,都是借鉴和学习国外的先进经验,根据自己的情况加以改进,一直沿用国外的控制思路。
就目前而言,国内外在水泥生料质量控制上走的还是事后调整的路子,这种控制方法必须保证原料成分稳定,如果原料成分频繁变化根本没办法调整。也就是说,原料的前期均化是水泥生料事后控制法必不可少的一道工序。
原料的预均化已在新型干法水泥中得到广泛应用,圆形石灰石预均化堆场均化效果差,矩形石灰石预均化堆场换堆前后石灰石成分变化大,这是两个现实问题。均化过程中,增加了生产成本,又造成了粉尘污染,并无法保证石灰石成分稳定,出磨生料成分也就难以稳定,出磨生料的后期均化也就成了最后一道必需的关键工序,因为如果不进行均化,入窑生料成分则不稳定,窑的热工制度就无法稳定,无法实现优质高产。
出磨生料的合理稳定至关重要,许多专家几代人都很重视这方面的工作,在我国从事水泥生料质量控制研究已有四十年的历史,前二十年由于发展形势需要,研发热情很高,有各种各样的控制系统问世,但控制思路都差不多。近二十年来这方面的研究已经停滞不前没有很大的进展,以前的研究都是由设计院、研究院等有关专家来完成,企业技术人员很少参入,理论与实践经验的脱节也许就是控制方法无法突破和更新的根本原因。
水泥生料质量控制系统的核心部分其实就是一个原料配比的调整计算模式,必须实用有效,并且符合生产中的实际情况。生产中的对应关往往很复杂,理论上的知识必须灵活应用才能服务于生产。笔者在“水泥生料原料配比反馈调整计算方法”一文中,分析了原料化学成分变化以及原料配比变化对生料三率值的影响,提出了水泥生料反馈调整的计算方法,并进行了实际生产中的模拟验证和与率值公式法回调的对比验证,准确度很高,指出:“利用和出磨生料相对应的石灰石生产成分进行反馈调整计算比较有效。”原料成分是变化的,由于水泥生料控制方法本身存在问题,再先进的调整计算方法也无能为力,该文在结束语中提出:“根据出磨生料成分去调整后期的原料配比,是一种事后调整的传统方法,特别被动,未来的水泥生料质量控制,必须实现原料配比的事先调整,根据原料成分的变化情况提前调整原料的配比,彻底改变调整滞后的被动局面”,近百年来一直沿用的水泥生料后置控制方法必须想办法改变,否则跟不上水泥生产发展形势的需要。
10 结束语
我国水泥生产发展速度很快,自动化程度越来越高,在水泥生料质量控制方面发展却比较慢,自动化和智能化程度并不高,主要表现在控制方法被动,配比调整计算模式落后,适应性不强,生料目标值调整无法实现自动化,好多工作都需要人工凭经验来完成。
在水泥质量控制中,指挥生产的是检验数据,错误的数据将会起误导作用,管理人员通常很少精通化学分析,如何用计算机判断检验数据的置信程度,正确指导生产,这也是一个新的问题。
每一个企业都有一个适合自身工艺条件的熟料率值控制范围,出磨生料的率值只是过程控制目标,如何使熟料三率值满足目标值要求才是目的。因此,除了保证出磨生料率值稳定外,还要实施出磨生料目标值的及时调整和准确调整。
生料制备是熟料煅烧的前道工序,是实现水泥熟料优质高产的保障,不能只看1小时或2小时内的生料平均检验数据,要保证出磨生料率值在更短时间范围内连续稳定,不能依赖于后期的生料均化。
前期的工作质量无法保证,后续的工作则处处被动,旋窑煅烧工况的变化,主要由入窑生料成分不稳定造成,每当窑况变化时,只能采取一系列煅烧操作上的补救措施。
水泥生料质量控制还有许多工作要做:根据原料的变化情况提前调整原料的配比,实施出磨生料质量的前置控制;缩短原料配比的调整周期,保证出磨生料率值连续稳定;采用科学有效的方法实施生料目标值的及时调整和准确调整,保证熟料三率值符合目标值要求;利用统计规律,用计算机判断检验数据的置信程度,正确指导生产。这些都是待解决问题,未来的水泥生料质量控制必须实现自动化和智能化管理,把人的思维方式和工作经验数据化和计算机化,理论知识和实践经验相结合,科研部门与水泥企业联合攻关,根据《中国制造2025》精神,提升“自主创新能力”,推出我国水泥生料质量智能化控制的自主产品。(本文作者:王中豪)
请关注后期的《水泥装备技术》杂志,相关文章将会陆续发表。