

 本文作者:贾华平,1958年11月10日生人,毕业于济南大学水泥工艺专业,曾任天瑞水泥集团有限公司总工程师。
本文作者:贾华平,1958年11月10日生人,毕业于济南大学水泥工艺专业,曾任天瑞水泥集团有限公司总工程师。
一,超低排放的演化目前,水泥生产的大气污染物排放国家标准,仍然执行GB 4915-2013。标准要求新建企业自2014年03月01日、现有企业自2015年07月01日起,一般地区按表1执行,重点地区按表2执行。

由表1、表2可见,多数企业牵涉的控制指标有“颗粒物、二氧化硫、氮氧化物、氨”四项。实际上,国家标准为最低标准,这个要求不算太高,可以说现有生产企业已经全部实现。
在生态文明和绿色发展的大背景下,鉴于国内环保意识的增强和环保力度的加大,特别是近年来治理雾霾的压力要求,以及严重的产能过剩,各地方政府对国家的环保政策给予了积极响应,相继出台了自己的特别排放值实施计划,不但严格执行了国家的环保标准,而且因地制宜地制定了更加严格的地方标准,并达到了很好的落实。
值得一提的是,为了响应国家环保治理和供给侧改革的经济大局,水泥行业在水泥协会的主导下化危机为机遇,转化产能过剩于错峰生产、利用协同保价支撑环保治理,作出了很大贡献、取得了很好的业绩,既缓解了产能过剩、维护了行业的稳定、又促进了环保治理。
处于京津冀大气污染传输通道上的“2+26”城市覆盖了京、津及晋豫鲁三省,全部按国家重点地区标准执行,水泥行业对上述地区的雾霾治理作出了贡献。
不完全统计部分地区的严控标准见表3。表3
水泥窑及窑尾余热利用系统的主要控制项
部分地方排放标准
(单位:mg/Nm3)
目前,我们建材行业的排放量,在全国工业系统中位列前二至前三位,其中二氧化硫占到全国排放总量的10%左右,氮氧化物占到全国排放总量的14%,烟尘排放占到全国排放总量的16%左右,废弃物排放总量占全国排放总量的13%左右。虽然近些年我们作了很大努力,采取了很多措施,各项指标有明显的进步,但是各行各业都在进步,所以总的比例没有发生显著的变化。
2019年10月29日,建材联合会的乔龙德会长,在芜湖给我们提出了新的要求:无论是今天的减排目标,还是此前提出的10、50、100指标,都是过渡性目标,不是最终目标,行业必须朝着更低的和无污染的排放目标而奋斗,彻底改变与扭转社会各界对行业的认识和评价。
二,超低排放的难题
严格的要求需要相应的技术支撑,否则就是一句空话。就超低排放控制的四个指标“颗粒物、二氧化硫、氮氧化物、逃逸氨”来讲,覆盖所有企业的是颗粒物、氮氧化物,二氧化硫只是部分原燃材料含硫高的企业,氨逃逸则主要来自于二氧化硫、氮氧化物的治理措施。
在粉尘治理上,超低排放没有难度。概念性已经不存在技术难题,只是一个投入的问题、一个投入产出比问题、一个环保方面的机会成本问题。实际上,从上世纪80年代我们引进一系列环保治理设备和技术以来,确实取得了长足的进步,但仔细分析就会发现,除了技术的先进性以外,关键是过滤风速的大幅度降低。过滤风速的降低意味着装备的加大、投资的加大,这只不过是一个重视程度的问题。
关于二氧化硫的排放,原来在地域分布上不太均衡,水泥窑本身就是很好的脱硫工艺,北方的原燃材料含硫不高,脱硫问题主要在南方的一些水泥企业;但随着原料资源的不断贫化、低价位高硫煤的部分应用、以及已经热化起来的协同处理,需要脱硫的水泥企业迅速增多。但总体上讲,二氧化硫的超低排放还不是难题,只要给予一定的投入,采用相应的脱硫措施,还是能够实现的,无非是一次性投资和运行成本问题。
水泥行业超低排放的最大难题是氮氧化物,这与行业特点有关。要达到氮氧化物的超低排放,包括其他行业,就成熟的技术来讲,目前最有效也是唯一的措施就是SCR脱硝。
在水泥行业大致有三种路径:① 高温高尘,脱硝效率虽高,但易造成催化剂堵塞、中毒、磨损;② 中温中尘,虽然对催化剂的堵塞、中毒、磨损有所缓解,但脱硝效率很难保证;③ 低温低尘,虽然解决了催化剂的堵塞、中毒、磨损问题,但脱离了催化剂的温度窗口,需要加热、运行成本很高。
恩格斯曾经说过:“社会上一旦有技术上的需要,则这种需要会比十所大学更能把科学推向前进。” 这句话到现在依然有效,一定的压力、特别是自加的压力,往往能转化为动力。
水泥行业的生产企业、装备行业、研究单位,以及大专院校,正是在这种压力促使下,积极的开始了适应性改进、甚至是颠覆性创新,已经有不少成果开始了工业试验。
三,现行NOx超低排放技术评述
由于时间的关系,这里仅根据技术特点,选择一部分有代表性的技术方案作一个简单的评述,井底刍议、仅供参考。
为什么是刍议,各个企业、甚至每条线的环境和工况都不相同,就需要不同的技术共存发展。不存在哪种技术是最好的,而是哪种技术最适合自己,最适合的才是最好的。这里只谈已经有应用业绩、至少在工业试验上获得验证的技术:
1,以精准喷氨为代表的 上海万澄
目前水泥窑的SNCR空间上设在分解炉,然而分解炉的温度场不是均匀分布的、而且不是固定不变的。喷氨脱硝有一个温度窗口,在窗口以外的喷氨不但是无效的,而且会造成氨逃逸、形成氨污染,这就是造成SNCR脱硝效率不高的根本原因。因此,智能控制精准喷氨就成为提高SNCR效率的有效措施。
上海万澄环保科技有限公司,在这方面的研究就取得了突破,其提出的“智能优化控制+SNCR”技术,经四川国大、四川德胜、四川利森三条5000t/d线的实施验证,均取得了NOx排放浓度稳定控制在低于50mg/m³以下的效果。
其原理主要是采用分层级安装可独立控制的喷枪组,利用智能实时优化控制系统对NOx排放进行预测,对生产工况的变化实时跟随,根据工况及时调整并分别控制氨水的喷射位置及喷射量,从而达到提高脱硝效率、减少氨水用量、降低氨逃逸的目的。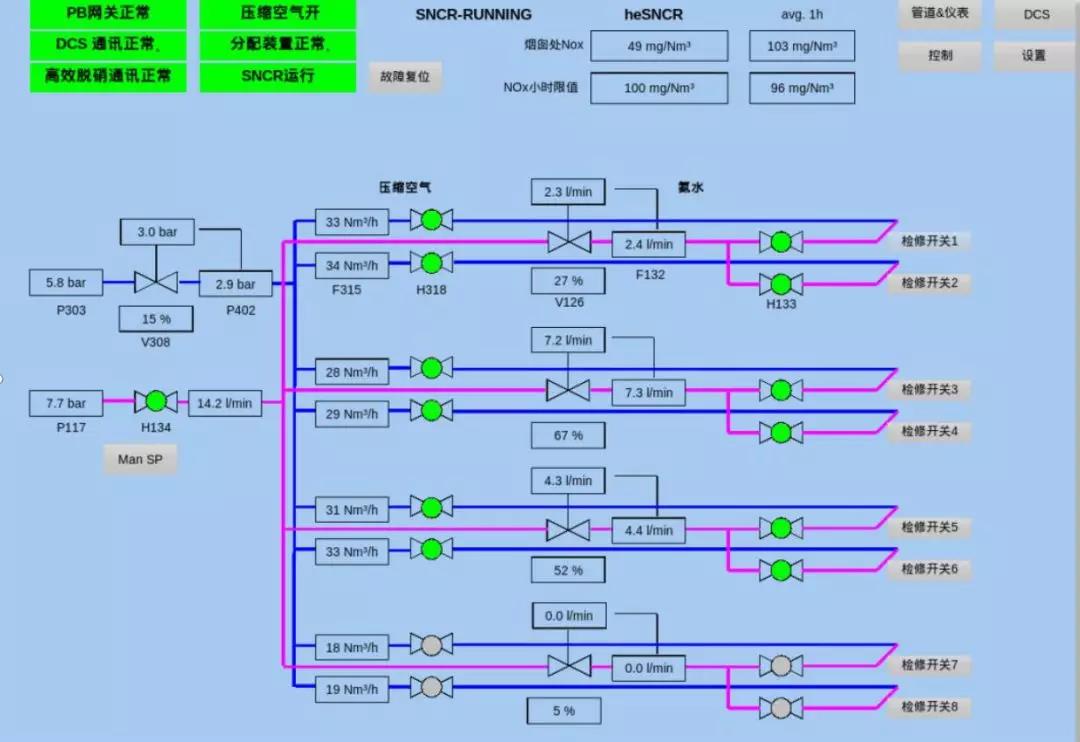
中控操作画面截图
现场喷氨控制阀集成柜
优点:一次性投资很小,管理维护方便;
问题:氨水消耗量较大、运行成本较高,对烧成工况波动较大的生产线难以适应。
比如在某厂进行的6天试验,结果如下: ① NOx控制在200mg/Nm³时,氨水实际用量为742L/h; ② NOx控制在100mg/Nm³时,氨水实际用量为1169L/h; ③ NOx控制在50mg/Nm³时,氨水实际用量为1356L/h。
2,多项脱硝措施组合增效的 上海三融
面对NOx排放愈来愈严的要求,采用多项成熟技术的组合增效,不失为一种简单有效的方法,上海三融公司就集合组成了“分级燃烧+SNCR+蒸汽催化燃烧”脱硝技术。该技术试验的厂家比较多,积累了不少经验,为水泥行业脱硝事业作出了积极贡献。典型的代表是在江苏信宁新型建材有限公司5000t/d线上的试验。
试验、改进、优化前后的对比表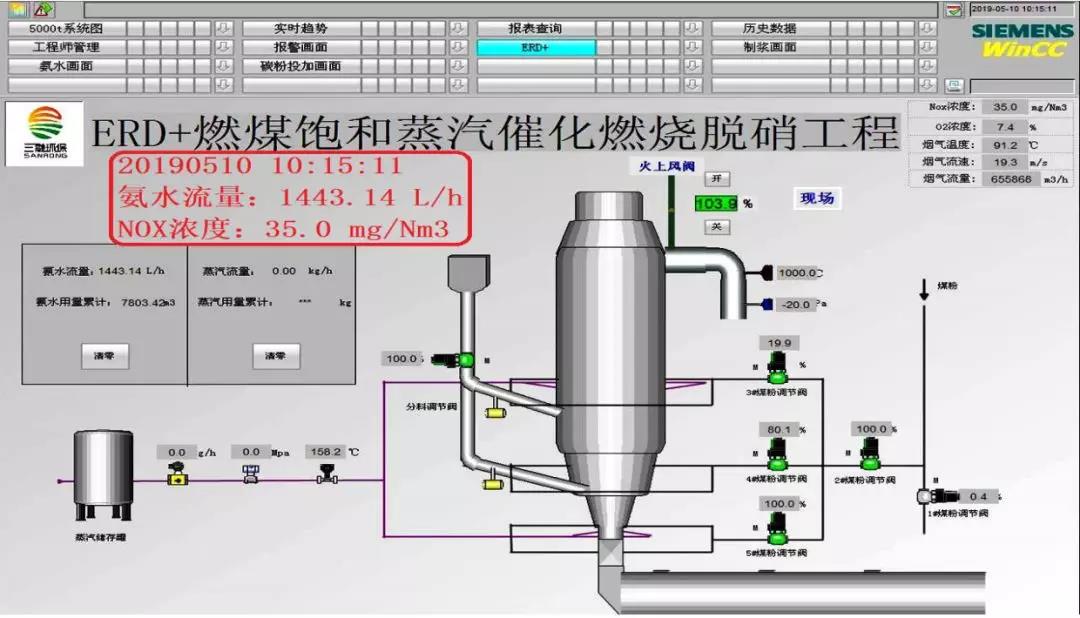
2019年05月10的运行截图
优点:一次性投资较小,管理维护简单;问题:分料、分煤过于复杂,特别给工况波动时的操作调整带来一定困难,较大的工况波动将影响脱硝效果,氨水消耗量较大、运行成本较高。
3,保留SNCR的高温中尘SCR 西矿环保
西矿环保公司的“SNCR+高温电除尘+SCR”方案,充分利用SNCR的经济性和SCR的高效性,以高温保证催化剂效率,以除尘缓解催化剂的堵塞、中毒、磨损问题,以并用SNCR减轻SCR的负担,较好的适应了水泥行业的特点,并成功应用于河南登封宏昌的脱硝项目。
宏昌项目投资约4000万元,改造工期约4个月,2018年9月份投运,系统阻力1000Pa左右,温度降低10℃左右,原SNCR还原剂消耗量降低。2018年10月14日通过专家组验收,NOx排放浓度可稳定实现50mg/Nm³以下,脱硝率可达90%以上,氨逃逸小于3ppm。
该项目的成功受到了各级政府、以及整个水泥行业的重视。2019年06月20日,国家生态环境部科技与财务司司长邹首民等,曾亲临现场调研指导。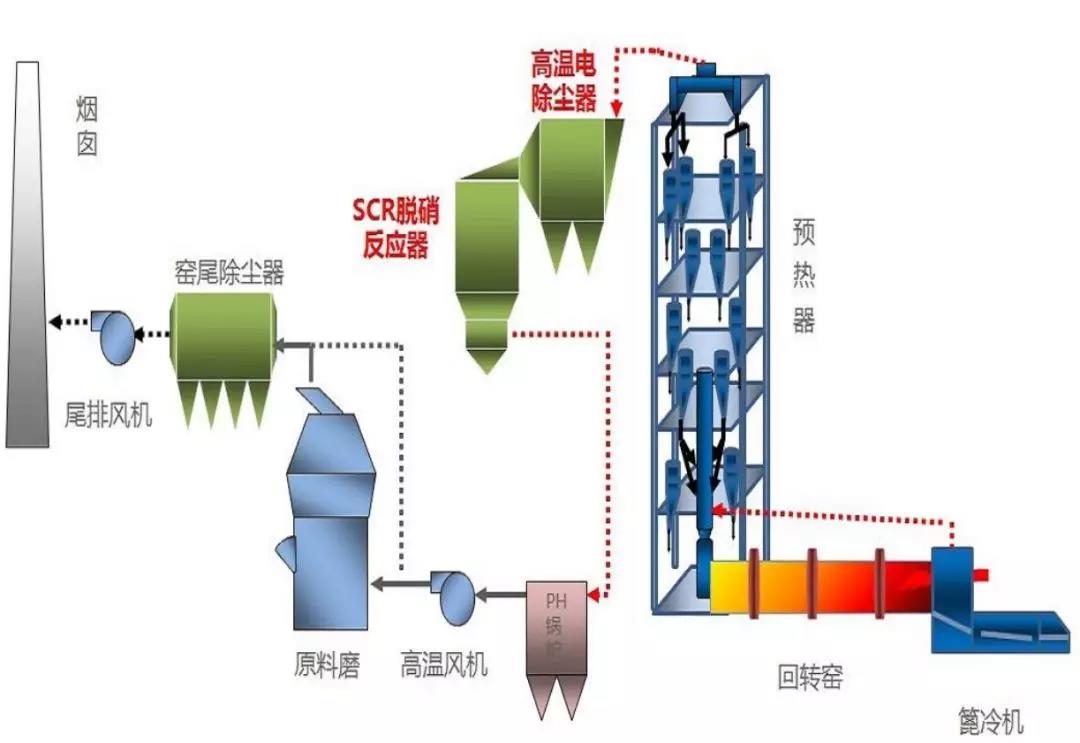

工艺流程图
宏昌公司现场图
优点:高温保证了稳定的脱硝效率,高温避开了硫酸氢铵的粘结堵塞,除尘缓解了催化剂的堵塞、中毒、磨损问题;问题:一次性投资较大,催化剂的更换费用较高,催化剂的寿命还有待进一步观察,环节较多管理相对复杂,特别是高温、高空电除尘器的运行维护。
4,高温高尘SCR 蒂森克虏伯
蒂森、克虏伯、伯力鸠斯,这几个都是世界上很牛的公司,现在又组合成一家了!关于水泥行业的高尘特点,他们认为没有问题,高尘反而有利于缓解催化剂中毒;至于堵塞问题,他们有有效的清灰手段。因此,他们直接采用高温高尘的SCR工艺,据说他们有成熟的经验,在德国的几条线也是这么干的,而且都运行良好。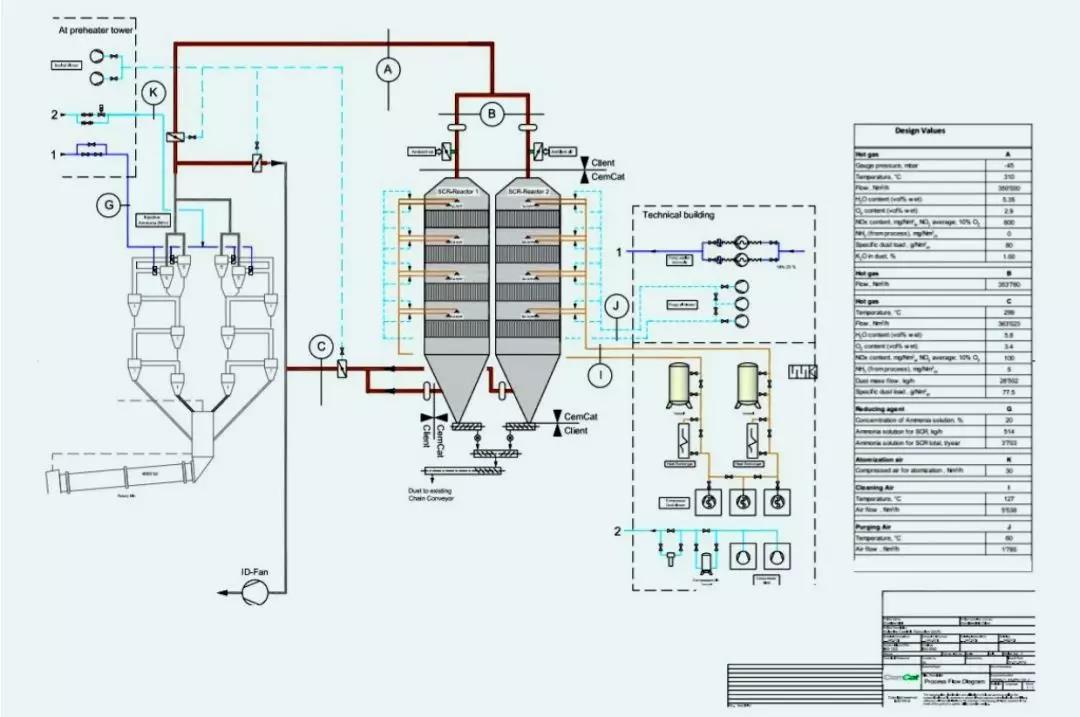
工艺流程图
据介绍,蒂森克虏伯在水泥行业已有13年以上的催化剂脱硝运行经验,其成熟的技术是世界范围内高尘SCR应用最多的解决方案,多年的经验表明高尘SCR是降低NOx最经济的方案。他们已经掌握了相关的清灰工艺,并在多个工厂得到了验证。与标准陶瓷蜂窝催化剂相比,公司对催化剂进行了关键改进,大幅增加了催化剂的使用寿命,自2013年8月以来,其所有SCR项目全年运行率都超过了95%。
对于一般的5000t/d生产线,目前为双塔方案,设备采购时间约5~6个月,现场安装和对接时间约2个月,项目投资在4000万元左右。该公司正在针对5000t/d线开发单塔方案,下一步采用单塔方案、以及催化剂国产化后,总投资有望降到3000万元左右。
根据他们已有十余条生产线十几年的运行经验,大致可以做到2-3年换一层催化剂,一般设计为4层催化剂,一层催化剂基本可以用到10年左右。当然,催化剂寿命与烟气及粉尘组份有关,具体的使用寿命将根据项目的具体情况提供一个预期的寿命管理。
正是人以类聚、物以群分,牛人找牛人。在大家一脸茫然之际,中国水泥最牛的海螺水泥选择了蒂森克虏伯的脱硝技术,而且一干就是两条线。目前,海螺济宁已经投运,中国水泥厂也正在调试即将投运。
济宁海螺项目济宁海螺项目于2019年08月21日投产运行,整个系统阻力不到400Pa,高温风机电耗增加不多。SNCR已经停用,目前只使用SCR系统,进口NOx浓度在600~700mg/Nm³, 出口浓度在50~60mg/Nm³,氨水(20%浓度)使用量在600kg/h 左右,氨逃逸稳定在2~3mg/Nm³ 左右。全面实现了NOx排放≤100 mg/Nm³,氨逃逸≤8 mg/Nm³的目标。需要说明的是,尽管改造的目标是NOx排放≤100 mg/Nm³,但还是安排了更高目标的试验,短时间运行了几个小时,可以将NOx排放稳定控制在20~27mg/Nm³。
中国水泥厂项目
优点:高温保证了稳定的脱硝效率,高温避开了硫酸氢铵的粘结堵塞,系统流程简化方便了管理、减小了维护量;问题:一次性投资较大,催化剂的更换费用较高,在高尘状态下催化剂的寿命还有待进一步观察。
分解炉直喷脱硝技术 南工大
SCR是目前脱硝超低排放技术的顶梁柱,其技术核心是脱硝催化剂,遗憾的是,目前国内外商用的脱硝催化剂均为V2O5/TiO2体系,而美国、欧盟环境署、中国国家环保部都已将V2O5定为剧毒污染物。SCR的催化剂不仅在使用中存在堵塞、中毒问题,在已有生产线的改造设计上存在空间布局的困难,而且还存在催化剂老化后的保管、回收问题。
南京工业大学材料化学工程国家重点实验室的祝社民团队,在有关部门的同力支持下,毅然另辟蹊径、放弃了SCR技术,转向研发了一种稀土基直喷脱硝剂,而且脱硝性能初步试验达到了国际领先水平。
该成果在研发过程中,曾经获得如下财政支持:
①在基础研究阶段,获得国家自然科学基4项,分别是50872052、51172107、21106071、51272105;
②在应用研究阶段,获得国家“863”计划专项 2009AA05Z313;
③示范工程阶段,获得国家“十二五”科技支撑计划 2012BAE01BO3;
④产业化阶段,获得国家发改委新兴产业及产业结构调整专项 发改办产业(2011)1935。
2014年入选国家鼓励发展的重大环保技术,2016年被国家三部委指定为钒基催化剂的替代产品,2017年被环保部评为国际百强环保技术,入选工信部重点新材料首批次应用示范项目。
鉴于水泥生产中废气含尘浓度高的特点,催化剂载体的堵塞始终是难以逾越的障碍,项目另辟蹊径采用了向分解炉喷射的新方案;根据停留时间和分散度的需要,在分解炉下部喷入粉状脱硝剂、在分解炉上部喷入液体脱硝剂。上部喷入的液体脱硝剂,只是比氨水粘稠一些,原有的喷(氨)系统可资利用,不用新建喷入系统,几乎不需要直接投资。
2018年底,经甘肃某水泥厂、江苏某水泥厂试验表明,在窑尾NOx为1100PPM的情况下,NOx排放值可稳定控制在50 mg/Nm³以下,甚至更低;下一步的工作,主要是对脱硝剂喷入点和喷入量进行进一步优化,优化后即可进行全面推广。
江苏兴宁水泥公司提供了试验机会,试验效果很好。该生产线为5700t/d熟料线,加入量300~400kg/h,在停掉SNCR喷氨后、上下同时喷入该催化剂,能将NOx稳定控制在50mg/Nm³以下。
在利用现有SNCR喷氨设备的情况下,改造费用只有普通SCR改造的1/20;而且不存在催化剂回收问题、更不存在氨逃逸问题;与SNCR控制200mg/Nm³相比,根据窑尾废气的NOx含量大小(800~1200 mg/Nm³),控制50 mg/Nm³以下的脱硝成本估计增加4~8元/t熟料。
那么,综合考虑“投资成本+运行成本”与SCR相比,南工大的“分解炉直喷脱硝剂”技术是否具有优势呢?
按5000t/d水泥窑脱硝考虑,几种SCR脱硝的一次性投资按4000万元计算,现有一年期贷款利率考虑各企业贷款条件在5.6~6.0%之间,一年以后按滚动还旧贷新,设定利率不变。
SCR一次性投资的单位成本构成
SCR一次性投资的成本并不算高,最高的也不到2元/t熟料。也就是说,直喷脱硝技术,运行成本不得比SCR高出1.7元/t熟料、有的甚至不得高出1.3元/t熟料,否则就没有竞争力了!遗憾的是,上面的估算它比现有SNCR还要高4~8元/t熟料。
优点:一次性投资极低,管理维护简单,操作使用方便,运行稳定可靠,不存在氨逃逸,不存在催化剂回收;问题:主要在于运行成本的大小,按目前水平初略估计,运行成本已经高到难以接受的程度。但愿并相信随着技术的成熟,运行成本能降到可以接受的程度。
回到分级燃烧 天瑞水泥
我们再熟悉不过的预分解水泥工艺,实际上就是一种分级燃烧,所以我们对分级燃烧有一种亲切感,这是我们的本质。在控制MOX排放的初期,我们很自然的又采用了分级燃烧,只是随着排放标准的提高,原有的分级燃烧无法满足脱硝需要的情况下,我们又借鉴其他行业的经验,逐步扩展到SNCR以至SCR,结果把脱硝搞得越来越复杂。 那么,分级燃烧是否还有改进优化的空间呢?一向重视技术创新的天瑞水泥公司就“不忘初心”,大胆的对分级燃烧做了认真的分析研究,结果出乎预料,获得了很好的脱硝效果。使一项初级的脱硝技术蜕变为先进的脱硝手段,不仅获得了理想的脱硝效果,而且还兼得了提产和节能降耗。 就烧成系统的NOx来讲,我们都知道回转窑是主要来源,却把主要精力放在了分解炉改造上,而对受到空间制约的窑尾烟道和分解炉锥体几乎没有反抗,虽然也取得了一定的效果,但要达到超低排放可就难了。而天瑞水泥公司正是看透了这一点,他们将主要精力用在了后窑口,大幅度加长了窑尾烟道、专门给后窑口加了蒸发室,将窑尾烟气在进入分解炉前、就将NOx控制在了100mg/Nm³以下,大大降低了分解炉的脱硝负担,所以天瑞水泥成功了。 就我们国内来讲,从去年底到现在,天瑞水泥公司已经陆续在卫辉2#窑、登电、永安改造了3条5000t/d线和荥阳1条12000t/d线,都取得了很好的效果,NOx排放浓度达到20~30 mg/Nm³,氨逃逸达到3 mg/Nm³以下,氨水用量只有0.7~0.8t/h,窑产能提高了10%左右。就5000t/d线来讲,改造工期在50天左右,改造费用约为3000万元/条,如果采用甲供材协议,费用还可能进一步降低。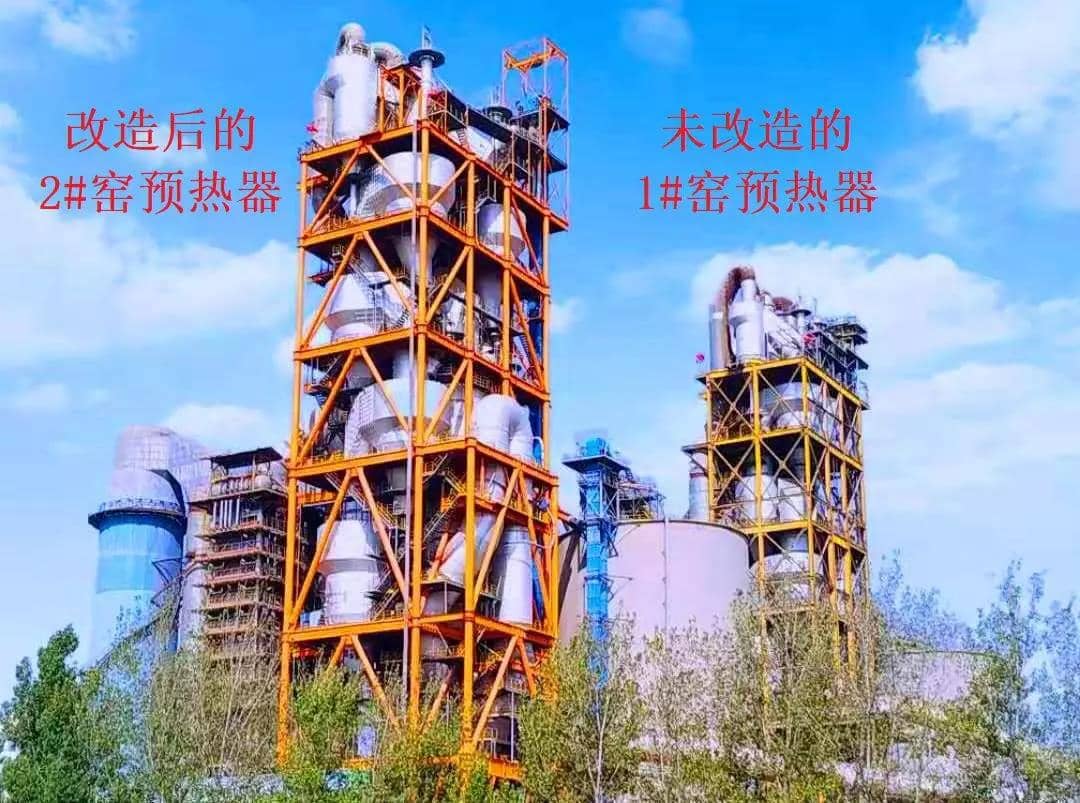
卫辉公司两条5000t/d线的预热器对比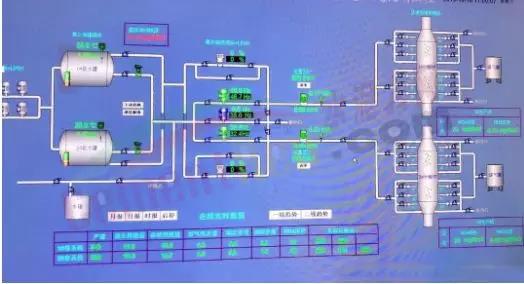
脱硝系统中控截图
从上图来看,未改造的1#窑,氨水用量为0.98m³/h,NOx排放浓度为73mg/Nm³,氨逃逸为4.75mg/Nm³;已改造的2#窑,氨水用量为0.4m³/h,NOx排放浓度为26mg/Nm³,氨逃逸为2.48mg/Nm³。
优点:与SCR相比,脱硝效果更好一些,一次性投资低了四分之一,管理维护简单,操作使用方便,运行稳定可靠,不存在催化剂回收;
问题:由于各厂的工况和原燃材料不同,投运初期有可能遇到局部结皮,还需要针对性的局部小改。
(来源:水泥人网)