

随着科技的发展,行业在进步,生产工艺的改善趋向成熟,辊压机在水泥、冶金、矿山等行业中已得到广泛的应用,它的应用对单位产品电耗的降低、磨机产量的提高及产品质量都有着明显的提高。
在水泥辊压机辊面技术上不断推陈出新,各生产厂家分别研制了不同的辊面形式,有:堆焊辊、复合辊/合金辊、柱钉辊等,但其辊面的磨损、剥落、崩块等问题是一直困扰各生产企业及设备开发商的一道难题,辊压机辊套从初始的堆焊辊逐渐改进到现今市场上的镶嵌式柱钉辊,后者相较堆焊辊有着明显的优势:首先柱钉的耐磨性能堆焊辊是无法与之比拟的,其次在生产应用中柱钉辊面对各种物料适应性非常强,且生产指标比较稳定;美中不足的是,镶嵌式柱钉辊在使用过程中普遍存在的问题也一直未能得到很好的解决,例如:
1、辊套母体表层磨损受制于镶嵌式柱钉辊的生产工艺,因柱钉辊套母体也是像堆焊辊套母体那样由42CrMo材料锻造而成,虽说经调质后母体表层硬度在HRC53左右,如物料易磨性稍差,会使母体像堆焊辊那样表层磨损后形成大面积掉钉的问题。
图例一:

2、辊套母体表层崩损,辊压机系统运行中使用除铁装置已成标配,不可否认的是部分企业在生产运行中该设备形同摆设也是存在的,而系统中进入不吸磁铁件也为常事,因辊套母体为锻造而成,整体强度稍显不足,很容易在进入铁体时将母材表层崩损,如不及时修复短时间内会使崩损点像堆焊辊套那样造成往深处磨损及周边扩展的问题发生。
图例二:

3、辊面变形,辊套母体为42CrMo锻造而成,虽经调质后表面耐磨层硬度在HRC53左右,但耐磨层厚度只有6mm左右,其母体基础强度、抗压性能稍差,在生产运行中因物料进料不均而造成挤压面不均,辊体会像堆焊辊那样形成凹、凸不平的辊面,从而影响到生产运行指标。
图例三:

4、掉钉问题:柱钉与套体上孔的配合为过盈装配加胶粘合,图例:
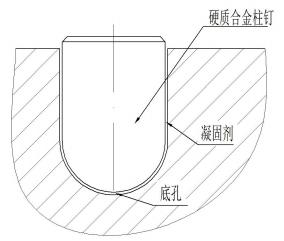
辊体运行时柱钉会受到非轴向力传导至粘胶及辊体,过盈量的设置、辊套母体的强度高低会在实际运行中检验出是否会出现在非轴向力的作用下将辊体孔壁冲击变形,导致柱钉与孔间隙增大,从而使柱钉脱落。再者各系统物料温度不同,如物料在出现高温段时镶嵌的柱钉与钻孔间粘胶溶胶而引起柱钉脱落,如不及时补钉维护,很容易造成柱钉脱落处的母体磨损从而出现相关的问题。
图例四:

以上弊端无论哪一种情况出现,在线是很难修复到位的。而设备带病运转不仅不能达到降低能耗的目的,很可能导致严重的事故。
为解决以上几点问题,江苏双发机械有限公司根据多年的市场调研,研制开发出全新的辊压机铸钉合金辊套,现已在市场上广泛使用,铸钉辊套采用嵌入式同步浇注一次成型工艺,与传统的柱钉镶嵌工艺模式相较,铸钉合金辊套在生产运行中永不掉钉,图例:
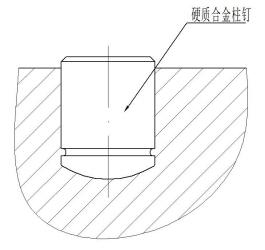
因辊体表层为韧性优良的高合金钢,合金钢的硬度为HRC61-68间,厚度为60mm左右,所以在生产运行中很难出现系统进入铁件而出现崩块使之加深且向周边扩展的可能,在柱钉耐磨的同时辊体表层也相应的提高了耐磨强度,合金钢厚度在60mm左右,母体强度相应的增高使之在生产运行中不会出现因进料不均而造成辊面变形的情况发生,柱钉为嵌入式同步浇注一次性完成,无论物料的温差如何在生产运行中永不会出现掉钉的问题。因改变了传统的镶嵌制造工艺模式,使铸钉辊套在生产运行周期内无需维护、极大的控制了生产成本的提高和繁琐的补钉等修复等工作,也相应的延长了产品使用寿命。在离心浇注一次成型生产工艺中,双发机械可生产浇注至水泥行业中较大规格的Φ2200X1600mm辊压机柱钉辊套。
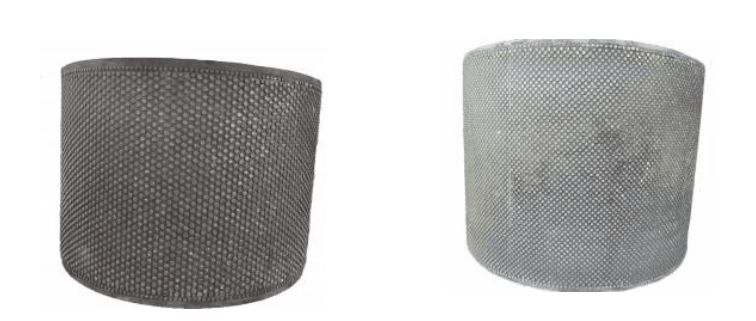
附图:
铸钉合金辊套技术参数:
1、柱钉主要化学成份:钨含量>87%,钴含量>10%;
2、柱钉硬度:HRC73-78;
3、母材材质:高合金钢,硬度:HRC61-68间。
铸钉合金辊套发明专利证书:
镶嵌式柱钉辊与铸钉辊数据对比:

目前,该铸钉合金辊套已在华润水泥、塔牌集团、南方水泥等规模化使用,欢迎业内人士考察。
铸钉合金辊套咨询电话:王总13809017909 张总18910037609