

(1)钢球一般3~5级、常取4级,如:φ80、φ70、φ60、φ50;
(2)钢锻一般2~4级、常取3级,如:φ25×20、φ20×17、φ17×15;
(3)为了保证相邻两仓粉磨速度平衡,前后两仓配球应交叉一级,即:前仓最小球径与后仓最大球径相同;如:
一仓:φ80、φ70、φ60、φ50;
二仓:φ50、φ40、φ30、φ20;
(4)研磨体级配比例:钢球采用“两头小、中间大”的原则,即:最大球和最小球占比例小一些,中间级别占比例多一些;钢锻采用平均分配原则,即:如果是两级就各占一半,如果是三级就各占三分之一。
4.磨内筛析曲线的制作与分析
球磨机粉磨过程的筛析曲线,是诊断研磨体级配是否合理和磨机运转是否正常的可靠依据;也是水泥粉磨工艺中科学、实用的生产技术之一。其制作过程如下:
在磨机正常运转情况下,同时停料、停磨;稍后开磨门进仓取样,从磨头到磨尾,每隔一定距离(0.5或1米)分段,每段截面5个取样点(靠近筒体衬板边各取一个,中间取3个); 隔仓板的两边和磨头、磨尾必需有取样点。
把每个取样点取得的试样混合均匀后,作为该取样点的平均试样并编好号,防止搞错,用0.08mm筛分别进行筛析,测得各段的筛余百分数;然后以纵坐标为测出的筛余%(细度),横坐标为取样点离磨头的距离(m),把筛析数据,标记在坐标图上、联线,即为磨内筛析曲线。
φ4.2×13m闭路球磨机筛析曲线
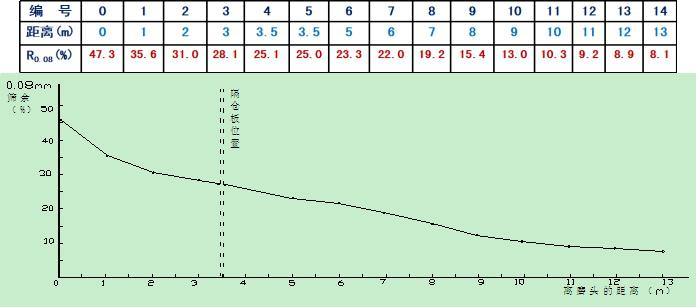
研磨体级配合理、磨机运转正常的筛析曲线应该是这样:曲线开始阶段,应迅速下降;若下降不显著,说明一仓粉磨能力不足,研磨体要进行调整,应适当增大平均球径;如果出现较长的水平线段,表示这一段细度变化不大,研磨体的工作情况不良,其原因可能是研磨体的级配、装载量和平均球径大小等不合适,应适当改变研磨体级配或清仓剔除碎、小球。
隔仓板两边的筛余百分数接近,如果相差太大,说明两仓能力不平衡。此时应首先检查隔仓板篦孔宽度是否符合要求,若有堵塞现象,应剔除堵物。
二仓图线最后一段应接近水平,并接近细度要求值,说明出磨水泥细度稳定。如果下斜平缓,说明粉磨能力不足。产品细度不稳,喂料量稍微增加即明显跑粗,应适当增加研磨体。出现不正常图线,先调研磨体的级配、装载量和平均球径;若无效,则应移动隔仓板位置、改变仓的长度比例。